Teglfremstilling i Danmark
Fra ler til det færdige produkt

Auditorie huset, Århus Universitet opført
i gule blødstrøgne fra Vindø Teglvæk
Siden er sidst opdateret april 2016
Se Vindø Teglværks historie her
Indledning
I mere end 800 år har tegl været anvendt som byggemateriale her i landet. Fra Italien
bragte munkene teglbrændingsteknikken og murerhåndværket med herop, og da leret fandtes
i rigelige mængder og let tilgængeligt, afløste teglstenen snart de tunge og
uhåndterlige kampesten som byggemateriale. Teglbrændingen foregik dengang under meget
primitive former, som oftest i små murede ovne opført i nærheden af byggepladsen, hvor
leret også blev opgravet. Den metode har været anvendt på landet helt op til
begyndelsen af dette århundrede. Det stadigt stigende behov for teglsten nødvendiggjorde
permanente produktionsmetoder, og efterhånden opstod de første egentlige teglværker.
Årsagerne til teglets store betydning som byggemateriale er mange. Teglstenen besidder
som materiale æstetiske værdier, der kan måle sig med de langt mere kostbare
naturstens, og desuden har den som keramisk materiale på en gang stor trykstyrke,
porøsitet, ringe vægt og en god isoleringsevne over for kulde, varme og lyd. Når dertil
lægges bestandigheden overfor det omskiftende danske vejrlig, har man billedet at et
byggemateriale, som fuldt ud opfylder de meget vidtgående æstetiske og tekniske krav,
som stilles til et konkurrencedygtigt produkt i dag.
Stigende krav til industrialiseringen forenet med en konjunkturbestemt efterspørgsel
har præget byggeriet de sidste 30 år. Resultatet af denne politik har været op- og
nedture inden for byggeriet, en udvikling som har stillet og forsat stiller store krav til
teglindustrien.
Industrien har overlevet ved at tage udfordringen op og igennem anvendelse at moderne
teknologi reduceret arbejdskraftforbruget ved fremstilling af tegl. Værkerne har i
stigende grad specialiseret sig. Der fremstilles på det enkelte værk færre produkter I
et større antal, igen bestemt af de lokale lerforekomsters særlige beskaffenhed.
Leret
Leret er teglindustriens råmateriale. Næsten alle danske lersorter er fra tertiær-
og istiden. Leret er opstået ved forvitring af bjergarter. Ved forvitringen omdannes
bjergarterne til lermineraler. Det danske teglværksler indeholder normalt følgende
mineraler:
Kvarts
Jernoxider
Kalk
Kaolin
Montmorillonit
Illit
Af de nævnte mineraler er de sidste 3 egentlige lermineraler, d.v.s. meget fine plader
eller nåleformede partikler med største mål mindre end 2 my (1 my =1/1000 mm).
Lerets karakteristiske egenskab, der betinger dets anvendelse i teglindustrien, er dets
plasticitet: det kan formes og beholde formen, hvis blot dets vandindhold ligger inden for
et vist område, der varierer fra lersort til lersort. Hvad lerets plasticitet skyldes, er
ikke klarlagt; men de enkelte partikler i en plastisk lermesse er omgivet af en vandhinde,
og man regner med, at de plastiske egenskaber skyldes elektrokemiske kræfter mellem de
mindste partikler. Man skelner på teglværkerne mellem "rødler" og
"blåler" ("mergeller"), hvor den første gruppe ved brændingen giver
røde eg den anden gule teglprodukter. Om en lerart er rød eller gulbrændende, afhænger
af forholdet mellem indhold at ferrioxid og kalciumkarbonat. Hvis indholdet af
kalciumkarbonat er mere end 3 gange så stort som indholdet at ferrioxid, er leret normal
gulbrændende.
De teglprodukter, der består af en gennemfarvet brun teglmasse, kaldet moccasten, er
fremstillet af rødbrændende ler tilsat et manganholdigt stof (brunsten). Det
rødbrændende ler ligger I naturen som regel over det gulbrændende, og dette skyldes, at
de øvre, stærkt forvitrede og udvaskede lag er kalkfri.
Blandt de mest kendte lerarter fra tertiærtiden er plastisk ler , der er meget
udbredt, men næsten overalt med undtagelse at visse kyststrækninger dækket at de senere
istidsaflejringer. Plastisk ler, der er et rødbrændende, fedt (næsten sandfrit) og i
tør tilstand meget hårdt ler, bliver i våd tilstand sejt og klæbrigt og vanskeligt at
bearbejde og tørre, hvorfor det ikke finder anvendelse i den almindelige teglproduktion;
men det anvendes i stort omfang til fremstillingen af opblærede teglklinker.
Glimmerleret er ligeledes fra tertiærtiden, og da det som regel er mere magert
(har større sandindhold) end det plastiske ler, finder det i visse egne i Vestjylland,
hvor det ikke er dækket af istidsaflejringer, ret stor anvendelse som teglværksler.
Moræneleret er fra istiden. Det indeholder som regel større eller mindre
mængder af sten og grus og må derfor underkastes en ret grundig behandling, før det kan
æltes og formes.
Det ler, der spiller den største rolle for teglværkerne, er det stenfri istidsler,
der omfatter flere forskellige lersorter, f.eks. yoldialeret, hvis navn stammer fra, at
der i leret findes skaller af en lille musling, der kaldes yoldia. Dette ler anvendes i
udstrakt grad i Vendsyssel. Et andet stenfrit istidsler er cyprinaleret (indeholder
skaller af cyprinamuslingen), der bandt andet findes i Sønderjylland. Endelig kan nævnes
dryasleret (efter istidsplanten dryas), der som regel er tydelig lagdelt og findes pletvis
ud over hele landet i de "bassiner", hvor leret er bundfældet i istiden.
Et par at de vigtigste forekomster findes omkring Stenstrup på Fyn og Egernsund i
Sønderjylland, hvor der da også er en betydelig teglværksdrift.
Eksempel på leranalyse.
| |
Rødbrændende ler |
Gulbrændende ler |
| Kiselsyre (Si02) |
63,2 % |
49,6% |
| Aluminiumoxid (Al2O3) |
17,9% |
14,2% |
| Jernoxid (Fe2O3) |
7,1% |
5,1% |
| Kalciumkarbonat (CaCo3) |
0,5% |
19,8% |
| Magniumoxid (MgO) |
1,3% |
1,4% |
| Alkalioxider (Na2O,K20) |
2,9% |
2,9% |
Kemisk bundet vand og
organiske stoffer |
7,1% |
7,0% |
Gravning
Al teglfabrikation begynder med gravning af leret. Også bestræbelserne for en høj
kvalitet af det færdige produkt begynder I lergraven. Foruden valget af lerart eller
blandingen af lerarter kan selve gravningsteknikken ofte være af betydning for lerets
homogenisering, formbarhed uden lagdeling, tørring uden for stor risko for revnedannelse
o.s.v. Til lergravning anvendes gravemaskiner og da ofte en type, hvis graveanordning
fyldes ved at skrælle leret af over en passende strækning, hvorved man opnår, at der
ved uensartede, f.eks. lagdelte lerforekomster sker en vis blanding og bearbejdning, når
der graves i retning tværs på lagene.
Tidligere anvendtes ofte spandkædemaskiner til lergravning. I dag anvendes næsten
udelukkende hydrauliske gravemaskiner og slæbeskovlsmaskiner. Efter gravningen
transporteres leret til teglværket, og denne transport, der tidligere I udstrakt grad
foregik med tipvogne, foregår i vore dage, hvor leret ofte hentes mange kilometer fra
teglværket, næsten udelukkende med lastvogne. Gravning og transport af råleret blev
tidligere altid udført af teglværkets egne folk; men i dag er der - både i udlandet og
herhjemme - en tydelig tendens til at lade entreprenørfirmaer med en stor park af moderne
grave- og jordbearbejdningsmaskiner overtage dette arbejde.
Lagring
På enkelte teglværker køres leret direkte fra lergravene til
bearbejdningsmaskinerne, men langt de fleste teglværker lagrer leret, før det anvendes i
produktionen. Lagringen foregår enten under åben himmel eller i overdækkede gruber, de
såkaldte sumphuse, hvoraf de største kan rumme ler til flere måneders forbrug. Der
findes to hovedårsager til, at teglværkerne kører leret gemmen lagre.
For det første opnår man, at produktionen bliver uafhængig af vejrforholdene.
Tidligere måtte arbejdet på et teglværk ofte standse i vintermånederne og i regnrige
perioder, når det var vanskeligt eller umuligt at grave leret og transportere det fra
lergraven til teglværket.
For det andet kan teglværkerne ved anvendelse af et lerlager opnå en yderligere
blanding at råleret. Er leret i lergravene lagdelt, sker der som nævnt under lerets
gravning en første grov blanding og bearbejdning, når gravningen foregår i retning
tværs på lagene. Fordeles det gravede ler i lag i lerlageret, vil man, når leret graves
i lageret for at blive transporteret til bearbejdning, atter kunne opnå en vis blanding
ved igen at grave i retning tværs på de udlagte lag.

Fyldebro
Lagres leret i sumphuse (overdækkede gruber), bearbejdes leret normalt
før lagringen. I sumphusene udlægges leret i lag i sumpen ofte ved mekanisk afslyngning
fra et transportbånd, og skal et bestemt ler blandes med et andet ler, eller skal leret
tilsættes f.eks. sand eller savsmuld, kan tilsætningsmaterialerne indgå som lag i
sumpen. Der findes mange forskellige typer og størrelser af sumphuse, hvor anlægget til
fyldning og tømning er mere eller mindre mekaniseret, og i de nyeste sumphuse styres alle
processer automatisk.

Sumpgravemaskine
Bearbejdning
Som nævnt er der store variationer i de danske lerforekomster, og dette er en af
årsagerne til, at teglværkernes anlæg til bearbejdning og formning af leret er meget
forskellige.
Når leret enten fra lergrav - som regel med lastvogn - eller fra lerlager føres til
den egentlige bearbejdning, indledes denne oftest i en forælter, der som regel er et ca.
5 m langt, åbent trug med en eller to langsgående, langsomt roterende aksler med
tætsiddende, skråtstillede knive. Leret bearbejdes ved, at knivene dels skærer sig
gennem leret, dels trækker det med rundt samtidig med, at knivene skubber det fremad fra
ifyldningstragten ved den ene ende til udtømningsstedet ved den anden. I forælteren kan
lermassens konsistens reguleres enten ved tilsætning af vand eller ved tilsætning at
tørt lerpulver, der som regel er fremstillet ved knusning at tørre, rå sten. Skal der
tilsættes andre stoffer, kan dette også foretages ved forælteren.

Forælter
For at opnå en ensartet materialetilgang til forælteren, er der som regel inden denne
anbragt en kasseføder. En kasseføder består af en aflang kasse, hvis bund er et
transportbånd. Materialet transporteres med transportbåndet mod den ene ende, hvor der
er lavet en åbning i kassen, således at materiale i en bestemt lagtykkelse transporteres
ud at kassen. På denne måde sikrer man, at strømmen af materiale til forælteren er
nogenlunde ens. Skal flere materialer blandes sammen (savsmuld, sand, fedt ler, magert
ler) anvendes der normalt en kasseføder til hvert materiale. Fra forælteren føres leret
som regel til et valseværk, der kan have et eller flere par stålvalser. Et af
valseparrene kan være stenudskillende, det vil sige forsynet med lave, skrueformede
forhøjninger eller gænger, der skyder sten, som ikke kan passere mellemrummet mellem
valserne, ud til siden. For at gøre bearbejdningen mere virkningsfuld kan valserne rotere
med forskellig hastighed. Passerer leret mere end et par valser, er det sidste par som
regel glatte valser, finvalser, der kan indstilles med så ringe afstand, at mindre sten
eller kalkkorn knuses.
Valseværker 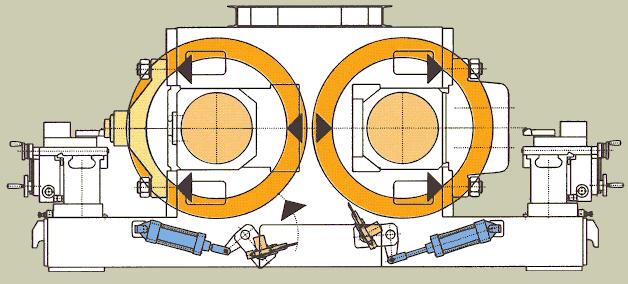
Fra valseværket går leret ofte direkte til formning. Inden formningsprocessen
omtales, skal det dog nævnes, at mange teglværker med vanskeligt bearbejdeligt ler ud
over de foran omtalte almindelige bearbejdningsmaskiner har en række mere specielle
maskiner, hvoriblandt kan nævnes kollergangen, der i princippet består af to tunge hjul,
der drejes rundt på en vandret, cirkulær rist. En kollergang kan indrettes såvel til
knusning af større sten som til æltning af ler.
Man har på en del teglværker I de senere år indført damptilsætning til leret under
bearbejdningen. Tilsætningen af damp foregår som regel i forælteren og bevirker bl.a.,
at lermassens temperatur hæves, hvorved formbarheden øges. At lermassens temperatur kan
hæves ved tilsætning af damp bevirker også, at de nyformede produkter hurtigere og
lettere kan tørre, og det er vel nok dette forhold, der har haft størst betydning på de
teglværker, hvor damptilsætning er indført.
Den øgede formbarhed i forbindelse med damptilsætning har dog også vist sig at have
andre fordele, blandt andet kan nævnes et lavere kraftforbrug i formgivningsmaskinen og
mulighed for at forme produkter med et mere kompliceret format end ved formning uden damp.
Ved damptilsætningen fortættes imidlertid en del af dampen til vand i råleret, og dette
kan være en ulempe. Er vandindholdet i råleret før damptilsætningen tilstrækkeligt
eller måske endda lidt større end ønskeligt, kan fortætningen af vanddamp skabe
formgivningsproblemer. Leret bliver for vådt.
At leret ved dampopvarmning kan blive for vådt, er en af årsagerne til, at man på
nogle af de værker, hvor man opvarmer leret, i stedet for damp anvender gasbrændere,
hvor flammen rettes direkte mod leret f.eks. i forælterne. Ved gasopvarmning af råleret
opnås en række af de samme fordele som ved dampopvarmning, men gasopvarmningen betyder
yderligere, at der på grund af fordampning sker en lille formindskelse af lerets
vandindhold, og dette kan have stor betydning på teglværker, hvor råleret er så vådt,
at formgivningen ellers kun kan gennemføres med et tilfredsstillende resultat ved
tilsætning af vandbindende materiale, f.eks. tørret, knust råler, hydratkalk eller
brændt kalk.
Formgivning
Teglprodukterne formes ved en af de i det efterfølgende omtalte fremgangsmåder,
nemlig håndstrygning, blødstrygning eller strengpresning.
Håndstrygning. I vore dage er det kun en yderst ringe del af teglproduktionen,
der formes ved håndkraft. Håndstrøgne mursten kan dog stadig købes, og håndstrøgne
tagsten fremstilles også.
Produkterne anvendes især til restaurering af gamle fredede bygninger.
Ved fremstilling af håndstrøgne mursten anvendes ler æltet med forholdsvis meget
vand. En klump af leret klaskes med hænderne ned i en forud fugtet træramme, der er
anbragt på et arbejdsbord og som regel har plads til 2 sten. Derefter stryges det
overflødige ler bort med en lineal, og rammen vendes på et bræt (lap) og løftes af,
hvorpå stenene på brættet er klar til tørring.
Håndstrøgne stens synsflader bliver på grund af fremstillingsmetoden aldrig glatte,
men får de såkaldte vandlæg hist og her, hvor leret ikke helt har udfyldt formen. Dette
er sikkert årsagen til, at den håndstrøgne sten er yndet som facadesten.
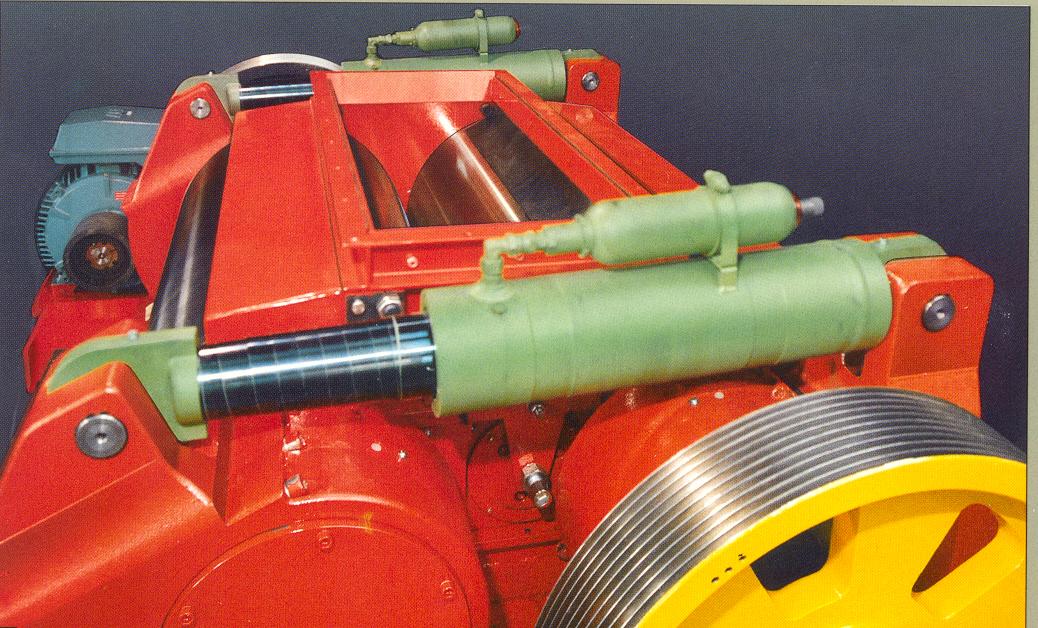
Blødstrygning.
Den store efterspørgsel efter håndstrøgne sten har bevirket, at man nu i stor
udstrækning fremstiller håndstrøgne sten på maskiner, hvor håndstrygningen
efterlignes ved, at leret trykkes ned i forme og derefter afsættes den formede sten på
stålplader, på små brædder eller på lægter, som automatisk transporteres bort fra
maskinen. De anvendte maskiner, hvoraf der findes flere forskellige typer, kaldes
blødstenspressere,og de på disse maskiner fremstillede sten betegnes blødstrøgne
sten.

Blødstrygermaskine
Video af blødstryger type DB 12
Video af blødstryger type
BS 2000
Strengpresning.
De såkaldte hulsten eller maskinsten formes på såkaldte strengpresser. I princippet
består strengpressen af en aksel mod en snegl, der er indesluttet i en cylindrisk
stålkappe. Fra indløbet presses leret, hvis vandindhold er mindre end ved hånd- og
blødstrygning, af sneglen frem mod udløbet, der som regel er mindre end stålkappens
tværsnit og forsynet med et mundstykke. Dette mundstykke - formen - har en åbning, som i
bredden svarer til stenens længde og i højden til stenens bredde, dog med tillæg til
begge mål for det svind, der opstår ved tørring og brænding. Den sammenhængende
lerstreng, der af sneglen presses ud af mundstykket, bliver på et afskærerbord skåret i
skiver, hvis tykkelse svarer til en murstens højde plus tillæg for svind. På
afskærebordet løber lerstrengen på ruller eller på et transportbånd, og afskæringen,
der foregår med ståltråde udspændt i en stålramme, sker som regel automatisk og
således, at flere sten afskæres ad gangen. Før leret presses ud gennem formen, passerer
det som regel et såkaldt vakuumkammer, der er sat i forbindelse med en pumpe, som suger
luft og vanddamp ud af leret. Ved passagen gennem vakuumkammeret øges lerets formbarhed
betydeligt hvilket særligt har betydning, hvor der arbejdes med magre (sandholdige)
lersorter.
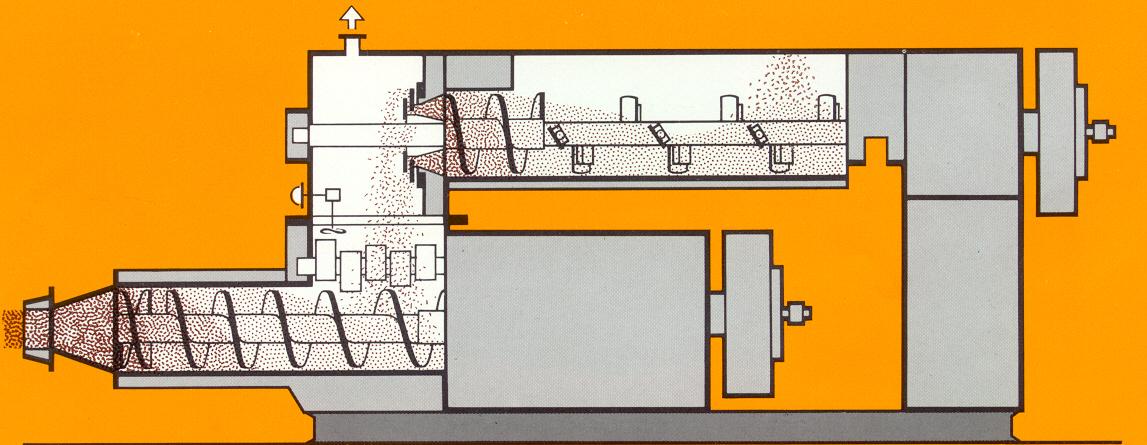

Ekstruder
Det nævnte mundstykke kan skiftes ud med andre mundstykker, afhængigt af, hvilke
produkter, der skal presses. Ved produkter med huller i tværsnittet (hulsten) anvendes
specielle mundstykker, hvori der er fastspændt såkaldte kerner, der danner huller i
lerstrengen. Hvad de strengpressede stens overfladekarakter angår, kan den varieres på
mangfoldige måder, og det gøres som regel ved at give overfladen af lerstrengen en
speciel behandling, når den presses ud af mundstykket, f.eks. besanding, chamottering,
børstning, rivning, prægning m.m.
Ved fabrikation af drænrør anvendes et mundstykke med en åbning som en
cirkelring, og fremstillingen af drænrør med stor diameter foregår mod lerstrengen i
lodret nedadhængnde retning, da rørene ellers ikke ville kunne holde den cirkulære form
under afskæring og transport i våd tilstand.
Vingetagsten fremstilles ved strengpresning. Her anvendes et mundstykke, hvis
åbning er en buet spalte af form som tværsnittet af en tagsten. På det automatiske
afskærerbord afskæres de skrå hjørner og lægte- og binderknasten friskæres i
tagstensprofilet. Fra afskærerbordet føres stenene ud på plader, der bærer og støtter
stenen i dens form.
Falstagsten formes i specielle tagstenspresser, og det ler, der anvendes, har
som regel i forvejen passeret en almindelig strengpresse, hvor det formes og afskæres i
plader eller kloder, der indeholder større lermængder end en færdigformet tagsten. I
tagstenspressen, hvad enten det er en såkaldt revolverpresse eller svingpresse, formes
disse plader eller kloder ved at blive anbragt mellem to halvforme, der trykkes mod
hinanden, således at formen fyldes ensartet og helt, og det overskydende ler presses ud.
De nævnte halvforme er af gips eller kunststof og må vædes, før presningen
påbegyndes. Holdbarheden af gipsforme er ringe, og man eksperimenterer derfor til
stadighed med fremstilling af forme af andet materiale, som kan vise sig mere egnet.
Tørring
Når produkterne er formet, skal de tørres. På de moderne teglværker er transporten
fra formgivningssted til tørringssted i større eller mindre grad automatiseret og
foregår som regel ved, at stenene fra formningsmaskinen automatisk afsættes på lægter
der igen automatisk anbringes på hylder oven over hinanden i et såkaldt magasin. Når
der ikke er plads til flere lægter i magasinet, løftes alle lægterne på en gang af en
såkaldt afsættervogn, der betjenes af en mand, og som en sporvogn kører mellem magasin
og tørringssted, hvor alle lægterne med sten afsættes på en gang.
På helt moderne anlæg er transporten af lægter med sten fra magasin til tørrested
dog fuldautomatiseret.
For at kunne formes og samtidig være så stift, at det bevarer formen, må et bestemt
ler - som foran omtalt - have et vandindhold, der ligger inden for ret snævre grænser.
For de forskellige danske lersorter varierer dette vandindhold med lersorten og med
fremstillingsmåden, idet f.eks. hånd- og blødstrygning kræver større vandindhold end
strengpresning. I almindelighed er vandindholdet i nyformede produkter 20-30 vægtprocent.

Tørrekamre
Denne vandmængde må fjernes ved tørring af produkterne før brændingen. De enkelte
partikler i nyformet ler er lejret således, at hele lermessen er porøs, og ved de I
porerne virkende kapillære kræfter er vandet blevet jævnt fordelt i hele massen. Hver
partikel i leret er omgivet af en vandhinde, og mellemrummene mellem vandhinderne er fyldt
med frit vand. Desuden har de mindste partikler (den egentlige lersubstans) absorberet
vand, hvoraf en del er bundet i nydannede , kemiske forbindelser, og resten er opsuget i
partiklernes porer. Vandet må fjernes, inden produkterne kan brændes, og teoretisk kan
tørringen regnes at forløbe på følgende måde: først fordamper vandet mellem
vandhinderne. Derved nærmer partiklerne sig til hinanden, og leret svinder proportionalt
med den forsvundne vandmængde. Det næste, der sker, er, at vandhinderne omkring
partiklerne går bort, hvorved partiklerne lejres endnu tættere, og et lille svind
opstår. Når vandhinderne er borte, går det af de porøse partikler opsugede vand ud i
mellemrummene i dampform, og hele massen svinder lidt. Endelig går vanddampen i
mellemrummene bort, og dette sker, uden at lermassen svinder. De forskellige danske
teglværkslers lineære tørringssvind ligger hovedsageligt intervallet fra ca. 2 til ca.
7 procent. De beskrevne teoretiske led i tørringsprocessen er dog i praksis ikke skarpt
adskilt, men griber ind over hinanden.
Når nyformede produkter anbringes til tørring, vil vandet i lermassens overflade
fordampe, og de kapillære kræfter vil føre vand fra lerets indre frem til overfladen.
Når tørringsbetingelserne er de bedst mulige, er der nøje overensstemmelse mellem den
vandmængde, der fordamper fra lermassens overflade, og den største hastighed, hvormed
vand kan føres frem til overfladen. Er fordampningen fra overfladen større end
vandtransporten til overfladen, vil der let opstå større svind i overfladen end I
produkternes indre, og de derved fremkaldte spændinger kan resultere i ødelæggelse af
produkterne i form af revnedannelser. Er fordampningen mindre end den mulige tilførsel af
vand til overfladen, er der ikke fare for, at der opstår revner; men de optimale
tørringsbetingelser er så heller ikke til stede.
De optimale tørringsbetingelser, der ikke alene er stærkt varierende fra lersort til
lersort, men også varierende under selve tørringsprocessen, søger man at skabe i
tørringsanlægget på de moderne teglværker. I et tørringsanlæg er der mulighed for
under hele tørringsprocessen at regulere de tre faktorer - temperaturen, luftens
fugtighedsgrad og luftens hastighed - der er bestemmende for tørringens forløb, således
at produkterne kan tørre på den kortest mulige tid, uden at der opstår revner.
Tunneltørringsanlæg er i princippet en lang tunnel med rektangulært tværsnit. De
nyformede, våde produkter anbringes på vogne, som føres ind ved tunnelens ene ende og
kommer ud ved den anden, tørre og klar til brænding.
Kammertørringsanlæg er dominerende indenfor dansk teglindustri. Der findes mange
forskellige typer, men i princippet består et kammertørringsanlæg af en række ca. 10 m
lange, ca. l½ m brede og ca. 3-5 m høje kamre, der ligger side om side. I hvert kammer
er der mulighed for - manuelt eller via programstyring - at regulere de foran nævnte
faktorer, der bestemmer tørringsbetingelserne, og som regel har man et sådant antal
tørrekamre, at man året rundt kan forsyne ovnen med tilstrækkelige mængder af tørrede
produkter.
Normalt er tørretiden for mursten 2-3 døgn. Den varme, der benyttes i et
tørringsanlæg er normalt overskudsvarme fra ovnen, eventuelt suppleret med varmetilskud
fra en gasbrænder.
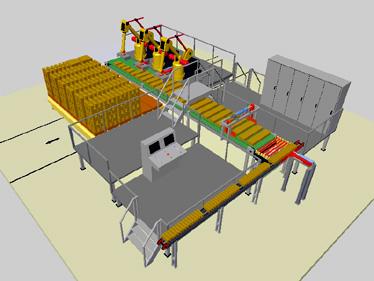

Sættemaskine
Brænding
Når produkterne er tørret, skal de brændes. Under brændingen foregår der i
lermassen en række fysiske og kemiske processer, hvorved leret omdannes til tegl. Når
produkterne anbringes i ovnen, indeholder de ud over det kemisk bundne vand endnu større
eller mindre mængder af hygroskopisk vand (vand bundet af porerne). Mængden at
hygroskopisk vand er som regel størst, hvis leret er fedt, og kan ikke påregnes at være
helt forsvundet, før produkterne har nået en temperatur på 200-3000C. Det
kemisk bundne vand vil forsvinde ved forskellige temperaturer, afhængig af hvilke
mineraler vandet er bundet til; men ved temperaturer på omkring 500 0C kan man
regne med, at det meste kemisk bundne vand er forsvundet. Foruden de nævnte
vandafgivelser vil der under lerets brænding foregå en lang række kemiske reaktioner,
afhængigt at lerets mineralske sammensætning.
Det kan blandt andet nævnes, at der med den kvarts som findes i større eller mindre
mængder i de fleste lersorter, vil ske en pludselig rumfangsændring i
temperaturintervallet 570-5750 C. Når dette temperaturinterval passeres i
opvarmningsperioden, får kvartsen en pludselig rumfangsforøgelse på ca. 1 procent, og
under afkøling foregår en tilsvarende rumfangsformindskelse i samme temperaturinterval.
Disse såkaldte "kvartsspring" bevirker, at man - særlig under afkølingen -
for en del lerarters vedkommende må være forsigtig i det nævnte temperaturinterval,
således at de på grund at rumfangsændringer opståede spændinger kan udlignes. I
modsat fald risikerer man revner i materialet.
Under brændingen vil desuden eventuelle organiske bestanddele i leret omdannes på
samme måde, som det sker ved ophedning at kul og træ, og forskellige iltnings og
spaltningsprocesser vil foregå. Herved nedbrydes og omdannes de i leret forekommende
mineraler, men processernes forløb er afhængig af atmosfæren ovnen. Når temperaturen
under brændingen er steget til omkring eller over 9000C, vil der - afhængig
at lerets sammensætning - i de punkter, hvor partiklerne i lermassen berører hinanden,
kunne dannes nye stoffer, der smelter (sintrer) og sammenkitter partiklerne, og denne
sammenkitningsproces kan bevirke, at der opstår et svind. Øges temperaturen yderligere
vil nye sintringer foregå i partiklernes berøringsflader. Det kan f.eks. godt tænkes,
at de mindste partikler lermassen er sintret på et tidspunkt, hvor de grove kun er
sintret i overfladen.
Man vil af dette forstå, at poreforholdene i materialet stadig vil ændres under
brændingsprocessen. Ved opvarmning til en temperatur, hvor også de største partikler i
massen smelter, vil materialets porer lukkes, og produktet har sit maksimale
brændingssvind og vil da som oftest være blevet deformeret. Ved fortsat
temperaturstigning kan der, når produkterne er stablet tæt sammen, ske
sammensmeltninger.
Almindeligt dansk teglværksler smelter som regel mellem 1000 og 1100 0C, og
da brændingen afsluttes, før smeltepunktet er nået, ligger de fleste danske lersorters
brændingstemperatur i intervallet 950-10500C. Under brændingen har man ikke
alene mulighed for at regulere temperaturen, også ovnatmosfæren kan styres, og dette
udnyttes på mange teglværker til f.eks. at fremkalde specielle farvespil på stenenes
synsflader ved i kortere eller længere tid at lade brændingen foregå med underskud af
ilt (reducerende brænding).
Som nævnt under omtale af råleret kan man regne med, at ler er gulbrændende, hvis
vægtmængden af kalciumkarbonat (CaCO 3) er mindst tre gange vægtmængden af
ferrioxid (Fe 2O4)
Fyringen skete tidligere kun med kul. I dag er brænding med naturgas helt
dominerende. Anvendes der olie ved brændingen, tilføres ovnen olien gennem et antal
brændere, hvorfra olien med korte mellemrum sprøjtes ind i ovnen (impulsfyring). Ved
denne type anlæg, der er de mest anvendte, er det muligt at regulere både oliemængde,
tryk og interval mellem olieafgivelse fra hver enkelt eller fra en mindre gruppe af
brændere. Ved gasfyring anvendes ofte samme princip som ved olieimpulsfyringsanlæg.
Brændstoftilførslen er som regel automatisk styret ved hjælp af temperaturmålere
(pyrometre) i ovnen, og brændingens forløb overvåges fra et kontrolrum med
temperaturskrivere.
I Danmark gennemførtes brændingen indtil 1959, da den første tunnelovn blev bygget
her i landet, udelukkende i ringovne, som arbejder kontinuerligt med vandrende ildzone.
Efter l960 har tunnelovnen, hvor det i modsætning til ringovnen ikke er ilden, men
godset, der vandrer, for alvor holdt sit indtog i den danske teglindustri. I dag findes
der kun enkelte helt små teglværker, som brænder tegl i ringovn.

Tunnelovn
Tunnelovnen består af en lang tunnel med rektangulært tværsnit. De
teglprodukter, der skal brændes, stables på specielle vogne - ovnsvogne - som i en
ubrudt række føres gennem tunnelovnen fra den ene ende til den anden. I den første del
af ovnen opvarmes produkterne; derefter passeres ovnens ildzone, hvor brændingen finder
sted, og endelig bliver produkterne på det sidste stykke i ovnen afkølet, før de
forlader den. Ovnens dimensioner må bl.a. afpasses efter de produkter, der skal brændes,
og efter de brændingstekniske egenskaber for det råler, der er til rådighed.
Tidligere blev de rå, tørrede sten anbragt på ovnsvognene med håndkraft, ligesom de
brændte sten blev håndsorteret.
I dag er både sætningen af rå, tørrede sten på ovnsvogne og aflæsningen af
brændte sten fra ovnsvogne automatiseret. Således er praktisk talt alt hårdt fysisk
arbejde på teglværkerne i dag forsvundet, ligesom de fleste teglværker er blevet
moderne industrivirksomheder. For øvrigt kan det som et kuriosum nævnes, at verdens
sandsynligvis første tunnelovn, der virkede efter samme princip som nutidens, blev
opfundet af en dansk teglværksejer, Hans Jordt fra Flensborg, der i 1839 ansøgte det
danske Commerce-Collegium ("Handelsministeriet") om eneret på konstruktion og
bygning af tunnelovne. Efter nogle års forsøg hører man imidlertid ikke mere om Jordts
ovn, og først i vore dage er tunnelovnen blevet den dominerende ovntype indenfor den
europæiske teglindustri. Årsagen til denne udvikling skal ikke alene søges i at man ved
tunnelovnsdrift har mulighed for en kvalitetsforbedring, men også i,at man på et
tunnnelovnsværk slipper for de ubehageligheder, der kan være forbundet med at skulle
arbejde i en undertiden meget varm og støvet ringovn.
Endvidere kan det nævnes, at tunnelovnsdrift giver bedre muligheder for oprettelse af
kontinuerlig brænding i weekenden, og at tunnelovnen giver langt større mulighed for en
fuldstændig automatisering af brændingsprocessen end ringovnen.

Klik på billedet for mange flere eksempler
Tegl i farver
Materialet tegl skabes i en fint nuanceret farveskala fra lyst gult over de røde og
brune farver til de næsten sorte.
I artiklen "Teglbrændingen og mineralerne" i publikationen "Farver i
byggeriet, tegl er mere end røde og gule sten", gennemgås i detaljer sammenhængen
mellem tegls farver og brændingsprocessen, råmaterialernes sammensætning og
tilsætningsstoffer i leret.
Her skal blot gives et overblik over de mange farvemuligheder - og de vigtigste
forskelle. Råmaterialets indhold af jern og kalk er afgørende for, om teglet bliver gult
eller rødt. Som tommelfingerregel regnes med, at hvis lerets indhold af kalk,
kalciumkarbonat, er 3 gange så stort som lerets indhold at jern, jernoxid, - så bliver
teglet gult.
Jo større kalkindhold, jo lysere sten. Ved fremstilling af gule sten er kalkindholdet
normalt 17-20 vægt% kalciumkarbonat. Ved fremstilling af rosafarvede sten ligger
kalkindholdet normalt på omkring 10 vægt% kalciumkarbonat, og ved fremstilling af røde
sten er kalkindholdet normalt 0-3 vægt% kalciumkarbonat. Man kan anvende
tilsætningsstoffer for at give teglet andre farver, end de naturligt forekommende
råmaterialer giver. Her skal kun nævnes mangandioxid (brunsten), som anvendes til
fremstilling at brune sten, de såkaldte moccasten (tilsætning ca. 1½ vægt% til
rødbrændende råler). Mangandioxid benyttes også til fremstilling at grålige sten
(tilsætning ca. 5 vægt% til gulbrændende råler). Selve brændingen, der sker ved ca.
1050 oC, er afgørende for, hvor mørk, teglets farve bliver. Gule sten vil ved
meget høj brændingstemperatur blive grønlige, røde sten vil blive brunlige og brune
sten sorte/brune. Ved reducerende brænding opnås næsten samme effekt på de
stenoverflader, som her været direkte udset for reducerende atmosfære (iltfri
atmosfære).
Farvespil i teglsten kan skabes ved at variere mængden af tilsætningsstof, ved
at foretage lokale overophedninger under brændingen eller ved at anvende reducerende
brænding.
Normalt bliver stenene pakket maskinelt, og leveret på paller emballeret med
krympefolie. Hvis teglværker derfor anbefaler, at der skal anvendes sten fra flere paller
ad gangen, er det vigtigt, at denne anbefaling følges.
Tegls vidtspændende farvespektrum giver arkitektoniske og kunstneriske udfordringer og
muligheder, der aldrig bliver udtømt.
Teglværkerne samarbejder med bygherrer og arkitekter om farver og
specielle nuancer, der fører århundreders traditioner videre.
Sådan fremstillede
man teglelementer på Carlsberg Mur i 2007 - video

Vindø Teglværk 2004
Vil du vide mere om teglværket så se her:
Historien om en driftig industrimand.
Kaptajnen: Frederik Ferdinand
Tretow-Loof
Mere om 2200 danske teglværker:
Send venligst dine kommentarer eller ønsker om yderligere
oplysninger til Jan Rømsgaard:
jan@tegl.info
Kalk- og Teglinformation har givet tilladelse til at anvende tekst fra pjecen
Teglfremstilling.